قالب سازی پلاستیک به روش قالب تزریق پلاستیک
مراحل طراحی و ساخت قالب تزریق پلاستیک و تست قالب در فن آورپلاستیک
چرا فنآورپلاستیک را برای قالب سازی پلاستیک انتخاب کنیم؟

فعالیت فنآورپلاستیک در زمینه قالب سازی پلاستیک و ساخت قالب تزریق پلاستیک از سال ۱۳۷۹ آغاز شده است.
این شرکت با داشتن بیش از دو دهه تجربه و دانش فنی، نیروهای متخصص و تجهیزات پیشرفته در
صنعت قالب سازی
و صنعت قالب سازی تزریق پلاستیک همواره پیشگام بوده است.
این شرکت با داشتن سالن تولید مجهز و یکپارچه قادر است قالبهایی که در داخل مجموعه طراحی و ساخته شدهاند را
تولید و تست کند.
فنآور پلاستیک در طراحی و ساخت قالبهای صنعتی، قالب سازی خودرویی، پزشکی، کشاورزی و لوازم خانگی شریک قابل اعتماد برندهای پیشرو است.
تمایز ما نسبت به رقبا:
- تجربه و تخصص بیش از ۲۰ سال
- بهرهگیری از ماشینآلات پیشرفته
- خدمات یکپارچه از طراحی تا تولید و تحویل به موقع قطعه
مزیتهای منحصربهفرد فنآورپلاستیک
در فرآیند قالب سازی پلاستیک، ساخت قالب تنها بخشی از مسیر تولید یک قطعه باکیفیت است. حتی دقیقترین قالب تزریق پلاستیک نیز بدون تست صحیح، تنظیمات مهندسیشده و شرایط تولید استاندارد، نمیتواند عملکرد مطلوب و تولید پایدار داشته باشد. به همین دلیل در مجموعه فنآورپلاستیک، واحد تست قالب و تزریق پلاستیک یکی از مهمترین بخشهای فرآیند تولید محسوب میشود.
در بسیاری از مجموعهها، پس از ساخت قالب تزریق پلاستیک، قالب برای تولید به کارخانه یا مجموعه دیگری ارسال میشود؛ اما در فنآورپلاستیک، تمامی مراحل از طراحی، مهندسی، ساخت، تست قالب و تولید قطعه در داخل یک مجموعه انجام میشود. این یکپارچگی باعث میشود خطاها سریعتر شناسایی شوند، کیفیت محصول افزایش پیدا کند و عمر قالب نیز به شکل قابل توجهی بیشتر شود.
در مجموعه ما، تست قالب صرفاً به معنای روشن کردن دستگاه و تولید نمونه اولیه نیست؛ بلکه فرآیندی مهندسیشده است که در آن رفتار مواد، عملکرد قالب، شرایط تولید، تلرانسهای ابعادی و کیفیت نهایی قطعه بهصورت دقیق بررسی میشود.

قالب تزریق پلاستیک چیست؟
قالب تزریق پلاستیک یکی از مهمترین ابزارهای تولید قطعات پلاستیکی در تیراژ بالا است. در فرآیند قالبسازی پلاستیک، قالب بر اساس مشخصات فنی قطعه طراحی و ساخته میشود تا امکان تولید دقیق و تکرارپذیر قطعات فراهم شود.
در این فرآیند، مواد پلاستیکی مذاب شده به داخل قالبهای فولادی یا آلومینیوم تزریق میشوند و پس از سرد شدن، شکل قالب را به خود میگیرند.
طراحی و ساخت قالب تزریق پلاستیک امکان تولید قطعات پیچیده، با جزئیات دقیق و تیراژ بالا را فراهم میکند. پس از ساخت قالب (که معمولاً گرانترین مرحله است)، هزینه تولید هر قطعه کاهش مییابد و دستگاههای تزریق پلاستیک به روز و مجهز در مجموعه فنآورپلاستیک قادرند هزاران قطعه در ساعت تولید کنند.
مزایا:
- تولید قطعات پیچیده و دقیق
- سرعت بالا و تیراژ انبوه
- کاهش ضایعات و صرفهجویی در هزینه
طراحی و ساخت قالب تزریق پلاستیک بر اساس نوع صنعت، کاربرد و پلیمر
 یکی از مهمترین مزیتهای مجموعه فنآورپلاستیک در حوزه قالبسازی پلاستیک این است که طراحی قالب از ابتدا بر اساس شرایط واقعی تولید انجام میشود.
یکی از مهمترین مزیتهای مجموعه فنآورپلاستیک در حوزه قالبسازی پلاستیک این است که طراحی قالب از ابتدا بر اساس شرایط واقعی تولید انجام میشود.
در فنآورپلاستیک، انتخاب مواد اولیه، شرایط تولید و الزامات فنی قطعه از همان مراحل اولیه طراحی قالب مورد بررسی قرار میگیرد. از همان ابتدای طراحی، موارد زیرمشخص میشود:
- قطعه قرار است در چه صنعتی استفاده شود
- شرایط عملکردی محصول چیست
- چه فشار، دما یا استهلاکی به قطعه وارد میشود
- چه پلیمر یا مواد مهندسیشدهای برای تولید مناسبتر است
- فرآیند مهندسی معکوس باید به چه شکل انجام شود
- بهترین نوع راهگاه (Runner) و گیت (Gate) برای تزریق چیست
- قالب برای چه تیراژ تولیدی طراحی میشود
به عنوان مثال، شرایط تولید یک قطعه پزشکی، با قطعه خودرویی یا لوازم خانگی کاملاً متفاوت است. در برخی صنایع، تلرانسهای ابعادی بسیار حساس هستند و کوچکترین خطا میتواند باعث از کار افتادن قطعه شود. در برخی پروژهها مقاومت حرارتی، شیمیایی یا مکانیکی اهمیت بیشتری دارد.
به همین دلیل در فنآورپلاستیک، طراحی و ساخت قالب تزریق پلاستیک متناسب با شرایط واقعی تولید انجام میشود تا قالب در زمان تست، راهاندازی و تولید انبوه، عملکردی پایدار و قابل اطمینان داشته باشد.
📞 مشاوره رایگان طراحی قالب تزریق پلاستیک
تست قالب تزریق پلاستیک؛ قبل از شروع تولید انبوه

پس از پایان فرآیند ساخت قالب تزریق پلاستیک، قالب وارد مرحله تست میشود. این مرحله یکی از حساسترین بخشهای فرآیند قالب سازی پلاستیک است؛ زیرا هرگونه ایراد احتمالی قبل از ورود به تولید انبوه شناسایی و اصلاح میشود.
در فرآیند تست قالب، موارد زیر بهصورت دقیق بررسی میشوند:
- نحوه پرشدن کامل حفرههای قالب
- یکنواختی تزریق مواد
- بررسی خط جوش (Weld Line)
- کنترل تابیدگی یا تغییر فرم قطعه
- بررسی شرینکیج (Shrinkage) یا جمعشدگی
- کنترل پلیسهزدگی
- عملکرد سیستم پران
- بررسی کیفیت ظاهری و ابعادی قطعه
در این مرحله، پارامترهای تولید بر اساس نوع پلیمر، هندسه قطعه و عملکرد مورد انتظار محصول تنظیم میشوند تا قالب در شرایط واقعی تولید ارزیابی شود. دستگاه نیز بر اساس نوع مواد و عملکرد محصول تنظیم میشوند تا بهترین شرایط تولید به دست آید.
مزیت اصلی فنآورپلاستیک حضور تیم طراحی و ساخت قالب در داخل مجموعه است؛ به همین دلیل در صورت نیاز به اصلاحات، تغییرات در کوتاهترین زمان و با تسلط کامل بر ساختار فنی قالب انجام میشود.
مراحل تزریق پلاستیک در فنآورپلاستیک
فرآیند تزریق پلاستیک در مجموعه فنآورپلاستیک صرفاً یک عملیات تولیدی ساده نیست، بلکه مجموعهای از تنظیمات مهندسیشده برای دستیابی به کیفیت پایدار است. (قالب سازی قطعات صنعتی پیچیده)
مراحل اصلی تزریق پلاستیک در مجموعه شامل موارد زیر است:
- نصب و ستآپ قالب روی دستگاه
در اولین مرحله، قالب روی دستگاه نصب میشود و شرایط اولیه تولید شامل فشار، دمای سیلندر، دمای قالب، سرعت تزریق و زمان سیکل تنظیم میشود.
از آنجایی که هر قالب تزریق پلاستیک ویژگیهای خاص خود را دارد، تنظیمات هر قالب با قالب دیگر متفاوت است.
- تزریق مواد مذاب
۱- تزریق پلاستیک در قالب (Injection) زمان تزریق در این مرحله بسیار اهمیت دارد. مواد اولیه پس از آمادهسازی وارد سیلندر دستگاه شده و تحت دمای کنترلشده ذوب میشوند. سپس مواد مذاب با فشار مشخص وارد حفره قالب میشوند.
انتخاب سرعت تزریق و فشار مناسب نقش مهمی در جلوگیری از نقصهای تولیدی دارد.
- مرحله نگهداری فشار (Holding)

پس از تزریق اولیه، فشار نگهدارنده اعمال میشود تا از ایجاد فرورفتگی، حفره یا تغییر شکل قطعه جلوگیری شود.
- خنککاری و کنترل دمای قالب
یکی از مهمترین مراحل در قالب سازی پلاستیک، کنترل دمای قالب است. بسته به نوع پلیمر، ممکن است از سیستم آب، روغن یا تجهیزات حرارتی استفاده شود.
- باز شدن قالب و خروج قطعه
پس از خنک شدن، قالب باز شده و قطعه توسط سیستم پران از قالب خارج میشود.
- کنترل کیفیت قطعه
پس از تولید، قطعات بهصورت ادواری و رندوم بررسی میشوند تا از پایداری کیفیت در تیراژ بالا اطمینان حاصل شود.
📞 سفارش ساخت قالب تزریق پلاستیک با تماس مستقیم کارخانه
شرایط تزریق پلاستیک در قالبسازی پلاستیک
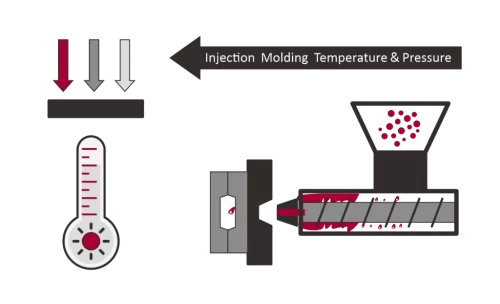
تزریق پلاستیک مرحلهای کلیدی در فرآیند قالبسازی پلاستیک است. شرایط تزریق پلاستیک شامل عواملی مانند دمای سیلندر، سرعت تزریق، دمای قالب و فشار نگهدارنده است. تنظیم صحیح این پارامترها نقش مستقیمی در کیفیت ابعادی، ظاهر و عملکرد نهایی قطعه دارد. برای گرفتن بهترین نتیجه، باید پارامترها را با دقت و تجربه تنظیم کرد. تولیدکنندگان معتبر معمولاً محدوده استاندارد این شرایط را برای مواد خاص مشخص میکنند.
تحلیل جریان مذاب و سیستم راهگاهی: برای بهینهسازی فرآیند تزریق، جریان پلاستیک مذاب باید به گونهای هدایت شود که فشار و دما در همه حفرهها یکنواخت باشد. محل مناسب گیت و طراحی مسیرهای تغذیه (Runner System) برای قالبهای چندحفرهای اهمیت ویژهای دارد. سیستم راهگاهی میتواند سرد یا گرم باشد و طراحی صحیح آن به کاهش ضایعات، جلوگیری از مشکلاتی مانند هواگرفتگی و بهبود کیفیت ابعادی و ظاهری قطعات کمک میکند.
هزینه ساخت قالب تزریق پلاستیک
سوال رایج: هزینه ساخت قالب چقدر است؟ عوامل موثر در آن
قیمت قالب سازی پلاستیک به ویژه روش قالب تزریق پلاستیک در پروژه های مختلف متغیر است و به عوامل مختلفی بستگی دارد. به طور کلی ساخت قالب با دقت میکرون، تولید قطعه با متریال خاص، طراحی اختصاصی و تولید در تیراژ زیاد با فشار بالا ارزان نیست.
برای تعیین قیمت تولید یک قطعه با روش قالب سازی پلاستیک به کمک قالب تزریق پلاستیک، چند فاکتور مهم باید بررسی شود:
- پیچیدگی طراحی
- جنس قالب و نوع فولاد
- تعداد کویتهها (حفرههای تولید قطعه)
- هزینه سفارش مواد اولیه پلاستیکی
- تیراژ نهایی تولید قطعه پلاستیکی
- دقت مورد نیاز (بسته به نوع قطعه تولیدی)
- مدت زمان مورد نیاز برای تولید
- هزینه نگهداری و تعمیر قالب

در 25 سال فعالیت فنآور پلاستیک در زمینه قالبسازی پلاستیک صنعتی، ما تلاش کردهایم در سریعترین زمان و با مناسبترین قیمت، بهترین کیفیت را ارائه دهیم. برای کسب اطلاعات بیشتر درباره هزینههای قالب سازی و نوآوری در کاهش هزینه ساخت قالب تزریق پلاستیک به مقاله مربوطه مراجعه فرمایید.
نقش متریال و کیفیت ساخت قالب تزریق پلاستیک در موفقیت تست اولیه
در فنآورپلاستیک، کیفیت محصول تنها در ابتدای تولید بررسی نمیشود، بلکه کنترل کیفیت بهصورت مستمر و ادواری در خط تولید انجام میشود.
 کیفیت نهایی محصول، از همان مراحل مهندسی معکوس، طراحی قالب، انتخاب متریال، ماشینکاری و مونتاژ آغاز میشود و در مرحله تست قالب و تولید انبوه نیز بهصورت مستمر کنترل میشود.
کیفیت نهایی محصول، از همان مراحل مهندسی معکوس، طراحی قالب، انتخاب متریال، ماشینکاری و مونتاژ آغاز میشود و در مرحله تست قالب و تولید انبوه نیز بهصورت مستمر کنترل میشود.
به همین دلیل، پیش از ورود قالب به مرحله تست، متناسب با تیراژ تولید، نوع پلیمر، شرایط کاری و الزامات فنی قطعه، فولاد قالب و اجزای استاندارد انتخاب میشوند. همچنین دقت ماشینکاری، عملیات حرارتی، سیستم خنککاری و مونتاژ قالب بررسی میشود تا قالب در شرایط واقعی تولید، عملکردی پایدار و قابل اطمینان داشته باشد.
در مرحله تولید نیز کنترل کیفیت بهصورت مستمر انجام میشود و موارد زیر بهطور دورهای بررسی میشوند:
- کنترل ابعاد قطعات بر اساس تلرانسهای طراحی
- بررسی کیفیت ظاهری قطعات
- اصلاح پارامترهای دستگاه در صورت نیاز
- پایش پایداری کیفیت در تولید انبوه
این رویکرد باعث میشود قالب پیش از تحویل، در شرایط واقعی تولید ارزیابی شده و محصول نهایی با کیفیتی یکنواخت، دقیق و قابل تکرار تولید شود.
مزایا و معایب روش قالب تزریق پلاستیک در قالب سازی پلاستیک
مزایا:

- تولید انبوه با سرعت بالا: امکان ساخت هزاران قطعه مشابه در هر ساعت
- هزینه پایین در تیراژ بالا: پس از ساخت قالب، هزینه تولید هر قطعه در قالبسازی پلاستیک بسیار پایین است
- دقت بالا و تکرارپذیری: قطعات کاملاً مشابه از نظر ابعاد و کیفیت
- هدررفت کم مواد: امکان بازیافت مواد اضافی مانند sprue و runner
- امکان طراحی پیچیده: ساخت قطعات با شکلهای پیچیده و جزئیات دقیق
- انتخاب گسترده مواد و رنگها
معایب:
- محدودیت در ابعاد قطعات بسیار بزرگ: دستگاههای تزریق ظرفیت محدودی دارند
- پیچیدگی در طراحی قالب برای قطعات دارای زیرکاو (Undercut)
- نیاز به زمان برای ساخت و نمونهسازی اولیه قالب و قطعه در قالب سازی پلاستیک
برای آشنایی دقیقتر با تفاوتهای این روش و قالبگیری سیلیکونی، پیشنهاد میکنیم مقاله مقایسه قالب سیلیکونی و قالب تزریق پلاستیک را مطالعه کنید.
تنوع ماشینآلات تزریق پلاستیک؛ از قطعات کوچک (Micro Injection Molding) تا قطعات بزرگ صنعتی
یکی از مزیتهای مهم فنآورپلاستیک، تنوع بالای ماشینآلات تزریق پلاستیک برای قالب سازی پلاستیک است.
در مجموعه ما امکان تولید قطعات از 0.1 گرم (Micro Injection Molding) تا حدود 1 کیلوگرم وجود دارد. این تنوع باعث میشود بتوانیم طیف گستردهای از پروژهها را در صنایع مختلف پوشش دهیم؛ از قطعات ظریف و دقیق گرفته تا قطعات صنعتی با ابعاد بزرگتر.
این قابلیت بهویژه در پروژههای:
- تجهیزات پزشکی
- قطعات خودرویی
- صنایع الکترونیک
- تجهیزات صنعتی
- قطعات مهندسیشده
اهمیت بالایی دارد.
تفاوت تولید مواد مهندسیشده با تولید عمومی پلاستیک
 یکی از تفاوتهای اصلی مجموعه فنآورپلاستیک با بسیاری از تولیدکنندگان، زیرساخت تولید مواد مهندسیشده است.
یکی از تفاوتهای اصلی مجموعه فنآورپلاستیک با بسیاری از تولیدکنندگان، زیرساخت تولید مواد مهندسیشده است.
در برخی خطوط تولید که عمدتاً با مواد PP و PE کار میکنند، شرایط تولید سادهتر است. بسیاری از این مواد نیازی به رطوبتگیری یا پیشگرم قالب ندارند و فرآیند تولید نسبتاً اقتصادی و ساده انجام میشود.
اما در تولید قطعات تخصصی، بهویژه در صنایع پزشکی و خودرویی، شرایط در قالب سازی پلاستیک کاملاً متفاوت است.
در فنآورپلاستیک، تجهیزات تخصصی برای تولید مواد مهندسیشده وجود دارد، از جمله:
- سیستم میکسر ترکیب مواد
- تجهیزات آزمایشگاهی پلیمر و تولید
- رطوبتگیر مواد مهندسیشده
- سیستم پیشگرم قالب
- کنترل دقیق دمای قالب
در برخی پروژهها، دمای قالب تا 130 درجه سانتیگراد با روغن پیشگرم میشود تا کیفیت قطعه، پایداری ابعادی و ظاهر محصول در بهترین شرایط قرار گیرد.
وجود چنین تجهیزاتی در هر مجموعه قالبسازی پلاستیک وجود ندارد و این موضوع یکی از مزیتهای رقابتی فنآورپلاستیک محسوب میشود.
تعمیر و نگهداری قالب (PM) توسط تیم سازنده قالب
یکی از مشکلات رایج در صنعت، کاهش عمر قالب پس از تحویل به مجموعههای تولیدی دیگر است.
در فنآورپلاستیک، قالبها توسط تیم طراحی و ساخت خود مجموعه کنترل میشوند، به همین دلیل فرآیند تعمیر و نگهداری (PM) نیز با شناخت کامل از ساختار و جزئیات فنی قالب انجام میشود.
تیم فنی مجموعه بهخوبی میداند:
- کدام بخشهای قالب تحت استهلاک بیشتری قرار دارند
- چه قسمتهایی نیاز به روغنکاری دورهای دارند
- کدام نقاط تنش بالاتری را تحمل میکنند
- در چه بازهای باید سرویس و کنترل انجام شود
این شناخت باعث میشود عمر قالب تزریق پلاستیک بهمراتب بیشتر شود و تولید پایدار با حداقل توقف انجام گیرد.
کاربردهای قالبسازی پلاستیک در صنایع مختلف
قالب سازی پلاستیک و قالب تزریق پلاستیک در صنایع مختلف کاربرد گستردهای دارند، از جمله:
چرا فنآورپلاستیک برای تست قالب و تزریق پلاستیک؟
اگر به دنبال مجموعهای هستید که تمامی مراحل از طراحی، ساخت قالب تزریق پلاستیک، تست قالب و تولید قطعه را بهصورت یکپارچه انجام دهد، فنآورپلاستیک میتواند شریک فنی قابل اعتماد شما باشد.
تجربه چندین ساله در قالب سازی پلاستیک، تنوع ماشینآلات، توانایی تولید قطعات مهندسیشده، کنترل کیفیت دقیق و شناخت کامل از رفتار قالبها، باعث شده است بتوانیم پروژههای متنوع صنعتی، پزشکی، خودرویی و مهندسی را با کیفیت بالا اجرا کنیم.
در فنآورپلاستیک، هدف صرفاً تولید قطعه نیست؛ بلکه ارائه تولیدی پایدار، دقیق و قابل تکرار است.
فنآورپلاستیک؛ از ساخت قالب تزریق پلاستیک تا تولید قطعه
یکی از تفاوتهای اصلی فنآورپلاستیک با بسیاری از مجموعههای فعال در حوزه قالب سازی پلاستیک، انجام تمامی مراحل پروژه در داخل کارخانه است.
در این مجموعه، خدمات از مرحله طراحی مهندسی و مهندسی معکوس آغاز شده و سپس وارد مراحل ساخت قالب تزریق پلاستیک، تست قالب، تنظیم فرآیند تزریق و تولید نهایی قطعه میشود.
وجود سالنهای تخصصی طراحی قالب، ساخت قالب، تست قالب و تزریق پلاستیک در کنار تیم کنترل کیفیت، باعث شده است پروژهها با سرعت بیشتر، خطای کمتر و کیفیت پایدار اجرا شوند.
این ساختار یکپارچه علاوه بر کاهش هزینههای اصلاح قالب، باعث افزایش طول عمر قالب تزریق پلاستیک و پایداری تولید در تیراژ بالا میشود.
☎️ تماس با ما
برای قالبسازی پلاستیک به روش تزریق پلاستیک با کیفیت بالا و تحویل سریع با تیم فنی ما تماس بگیرید
تا مشاوره و برآورد هزینه دقیق دریافت کنید.
سوالات متداول قالبسازی پلاستیک و ساخت قالب تزریق پلاستیک (FAQ)
1. هزینه ساخت قالب تزریق پلاستیک چگونه محاسبه میشود؟
 هزینه ساخت قالب تزریق پلاستیک به عوامل مختلفی بستگی دارد و عدد ثابت در قالب سازی پلاستیک ندارد. مهمترین فاکتورها شامل پیچیدگی طراحی قطعه، جنس فولاد قالب، تعداد حفرهها (Cavity)، دقت مورد نیاز، نوع سیستم راهگاهی (سرد یا گرم) و تیراژ تولید است.
هزینه ساخت قالب تزریق پلاستیک به عوامل مختلفی بستگی دارد و عدد ثابت در قالب سازی پلاستیک ندارد. مهمترین فاکتورها شامل پیچیدگی طراحی قطعه، جنس فولاد قالب، تعداد حفرهها (Cavity)، دقت مورد نیاز، نوع سیستم راهگاهی (سرد یا گرم) و تیراژ تولید است.
هرچه قطعه دارای جزئیات دقیقتر یا تلرانسهای حساستر باشد، هزینه ساخت قالب افزایش پیدا میکند. همچنین قالبهایی که برای تولید انبوه طراحی میشوند معمولاً هزینه اولیه بالاتری دارند اما در تولید هر قطعه اقتصادیتر هستند.
2. ساخت قالب تزریق پلاستیک چقدر زمان میبرد؟
زمان ساخت قالب تزریق پلاستیک معمولاً بین ۳۰ تا ۹۰ روز کاری متغیر است. این زمان به نوع طراحی، پیچیدگی قطعه، تعداد قطعات قالب و فرآیندهای ماشینکاری مانند CNC و EDM بستگی دارد.
در پروژههای سادهتر این زمان کمتر و در قالبهای صنعتی یا چند کویته ممکن است بیشتر باشد.
3. تست قالب تزریق پلاستیک شامل چه مراحلی است؟
تست قالب تزریق پلاستیک شامل بررسی عملکرد واقعی قالب در شرایط تولید است. در این مرحله مواردی مانند نحوه پر شدن حفرهها، یکنواختی تزریق مواد، خط جوش (Weld Line)، جمعشدگی (Shrinkage)، تابیدگی قطعه، عملکرد سیستم پران و کیفیت ظاهری بررسی میشود.
هدف از تست قالب این است که قبل از تولید انبوه، تمام ایرادات احتمالی شناسایی و اصلاح شوند.
4. آیا امکان اصلاح قالب پس از تست اولیه وجود دارد؟
بله، در بسیاری از موارد پس از تست اولیه قالب، اصلاحات جزئی یا حتی مهندسی روی قالب انجام میشود. این اصلاحات میتواند شامل تغییر در گیت، اصلاح سیستم خنککاری یا تنظیم تلرانسهای ابعادی در قالب سازی پلاستیک باشد.
هرچه تیم طراحی و ساخت در همان مجموعه حضور داشته باشد، این اصلاحات سریعتر و دقیقتر انجام میشود.
5. برای شروع طراحی و ساخت قالب تزریق پلاستیک چه اطلاعاتی لازم است؟
برای شروع پروژه طراحی و ساخت قالب تزریق پلاستیک، معمولاً اطلاعاتی مانند نقشه دو بعدی یا فایل سه بعدی قطعه، جنس پلاستیک مورد نظر، تیراژ تولید، کاربرد قطعه و شرایط عملکردی آن مورد نیاز است.
این اطلاعات به مهندسان کمک میکند قالب بهگونهای طراحی شود که در شرایط واقعی تولید عملکرد پایدار داشته باشد.
6. آیا میتوان قالب تزریق پلاستیک را بر اساس نمونه فیزیکی طراحی کرد؟
بله، در صورت نداشتن فایل سهبعدی، امکان ساخت قالب بر اساس نمونه فیزیکی قطعه وجود دارد. در این روش ابتدا قطعه به کمک اسکن یا اندازهگیری دقیق (Reverse Engineering) مدلسازی میشود و سپس طراحی قالب انجام میگیرد.
این روش بیشتر در پروژههایی استفاده میشود که نمونه اولیه موجود است اما فایل طراحی در دسترس نیست.
7. چرا تست قالب در همان مجموعه سازنده قالب اهمیت دارد؟
 7. چرا تست قالب در همان مجموعه سازنده قالب اهمیت دارد؟
7. چرا تست قالب در همان مجموعه سازنده قالب اهمیت دارد؟زمانی که طراحی، ساخت و تست قالب در یک مجموعه انجام شود، خطاها سریعتر شناسایی و اصلاح قالب سازی پلاستیک میشوند. این موضوع باعث کاهش زمان اصلاح، افزایش دقت و بهبود کیفیت نهایی قطعه میشود.
همچنین تیم سازنده شناخت کاملتری از رفتار قالب دارد و میتواند تنظیمات تولید را دقیقتر انجام دهد، که در نهایت باعث افزایش عمر قالب تزریق پلاستیک میشود.
8. چه عواملی بر کیفیت قطعات تزریق پلاستیک تأثیر میگذارند؟
کیفیت قطعات تزریق پلاستیک به عوامل مختلفی بستگی دارد، از جمله طراحی قالب، جنس مواد اولیه، تنظیمات دستگاه تزریق (دما، فشار و سرعت)، سیستم خنککاری و نحوه طراحی گیت و راهگاه.
کوچکترین تغییر در این پارامترها میتواند روی ابعاد، ظاهر و عملکرد نهایی قطعه تأثیر مستقیم داشته باشد.
9. چه عواملی باعث افزایش عمر قالب تزریق پلاستیک میشوند؟
عمر قالب تزریق پلاستیک به کیفیت ساخت، نوع فولاد، طراحی مهندسی و نحوه نگهداری آن بستگی دارد. انجام سرویسهای دورهای (PM)، روغنکاری مناسب، جلوگیری از فشارهای غیر استاندارد و استفاده از شرایط صحیح تزریق، نقش مهمی در افزایش عمر قالب دارند.
قالبهایی که بهدرستی نگهداری شوند میتوانند بین ۲۰۰ هزار تا چند میلیون سیکل تولید عمر داشته باشند.
10. آیا امکان تولید قطعه بعد از ساخت و تست قالب در همان مجموعه وجود دارد؟
بله، در مجموعههایی که دارای واحد قالب سازی پلاستیک و تزریق پلاستیک هستند، امکان تولید قطعه پس از ساخت و تست قالب وجود دارد. این یکپارچگی باعث میشود فرآیند تولید بدون انتقال قالب به مجموعه دیگر انجام شود و کیفیت نهایی بهتر کنترل شود.
این موضوع همچنین باعث کاهش خطا، کاهش هزینه حمل و افزایش پایداری تولید در تیراژ بالا قالب سازی میشود.